




Product description
Requirements
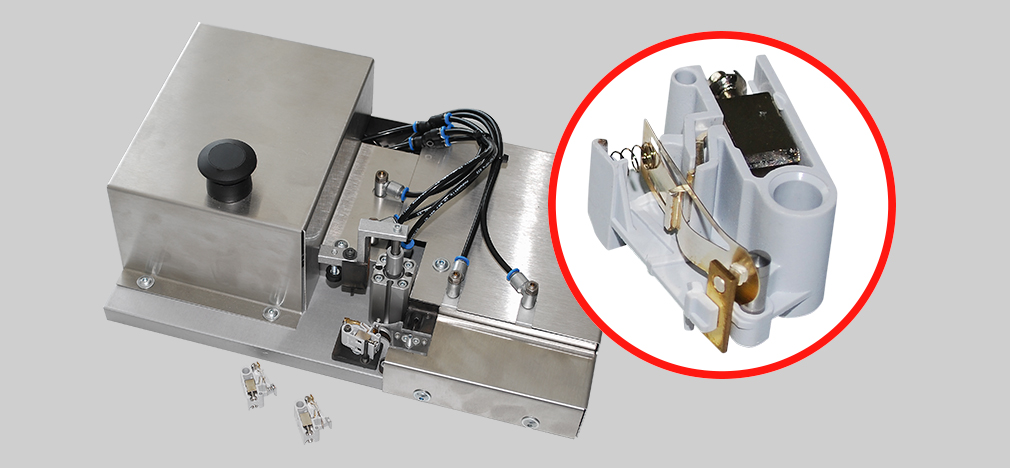
A compressed spring must be assembled on the switch casing. The assembled switch will be tested through a manual testing post. For mounting the spring, more working steps are needed, which were previously carried out with a complete mechanical device through the manual successive operation of different levers.
This assemblage sequence will be now partially automated.
- The pneumatic assemblage device and the previous manual assemblage device must be directly near the verification equipment and must be as compact as possible.
- Semi-automated assemblage; the switch casing and springs will be introduced as if the action would be carried out manually but the assemblage steps will be carried out automatically. The taking-over of the assembled component will be carried out manually.
- Without connecting the assemblage device to PLC order.
Solution
- The assemblage device is on the testing post benchtop. The existing gripping plates for individual components can be used further on.
- The operation hand levers will be replaced with pneumatic cylinders which perform mechanical movements for the assemblage of springs.
- A simply pneumatic sequence order with pneumatic proximity switches at cylinders allows a complete operation without current. It is necessary the connection to the compressed air supply. The assemblage process will be triggered by a pneumatic valve with mushroom-type button.
 Deutsch
Deutsch English
English